Sonderwerkzeuge
 Bohrer
Bohrer
>für höchste Positioniergenauigkeit,
Nenn-Ø 1,86 mm, 2 Schneiden.

Nenn-Ø 2,1 mm, 2 Schneiden,
rechtsschneidend, rechtsspiralig.


 Senker
Senker Reibahlen
Reibahlen Fräser
Fräser Dreheinsätze
Dreheinsätze Entgrater
Entgrater Schneidklingen
SchneidklingenSonderwerkzeuge

für höchste Positioniergenauigkeit,
Nenn-Ø 1,86 mm, 2 Schneiden.
Nenn-Ø 2,1 mm, 2 Schneiden,
rechtsschneidend, rechtsspiralig.
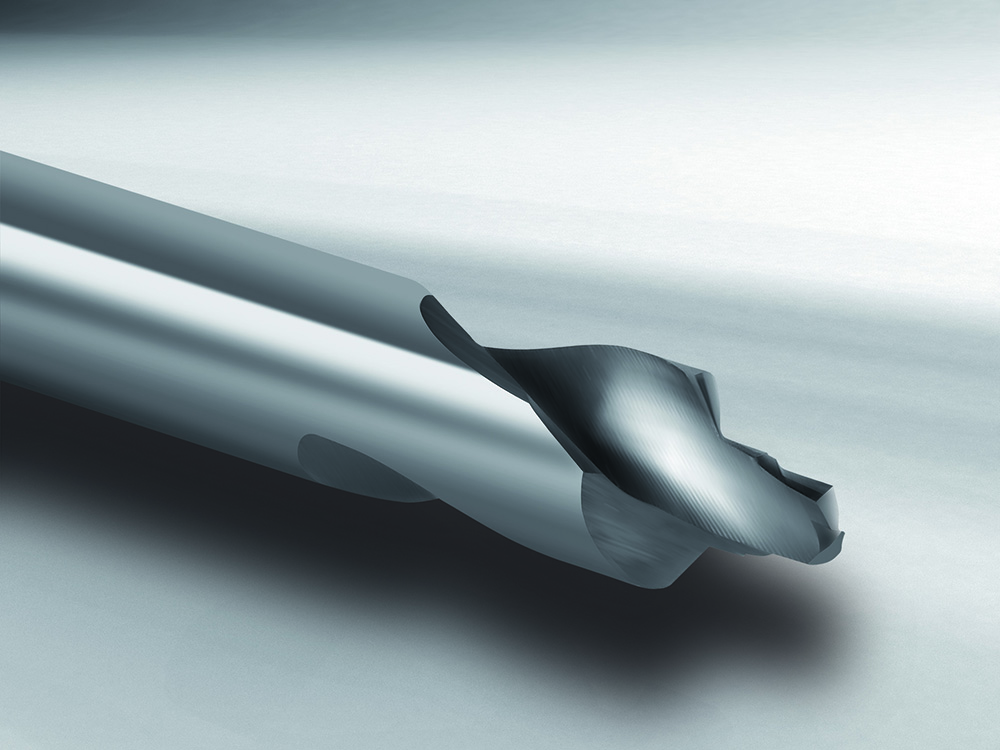
Nenn-Ø 3,64 mm, Zentrierspitze 90°,
Eckenradius 0,25 mm.
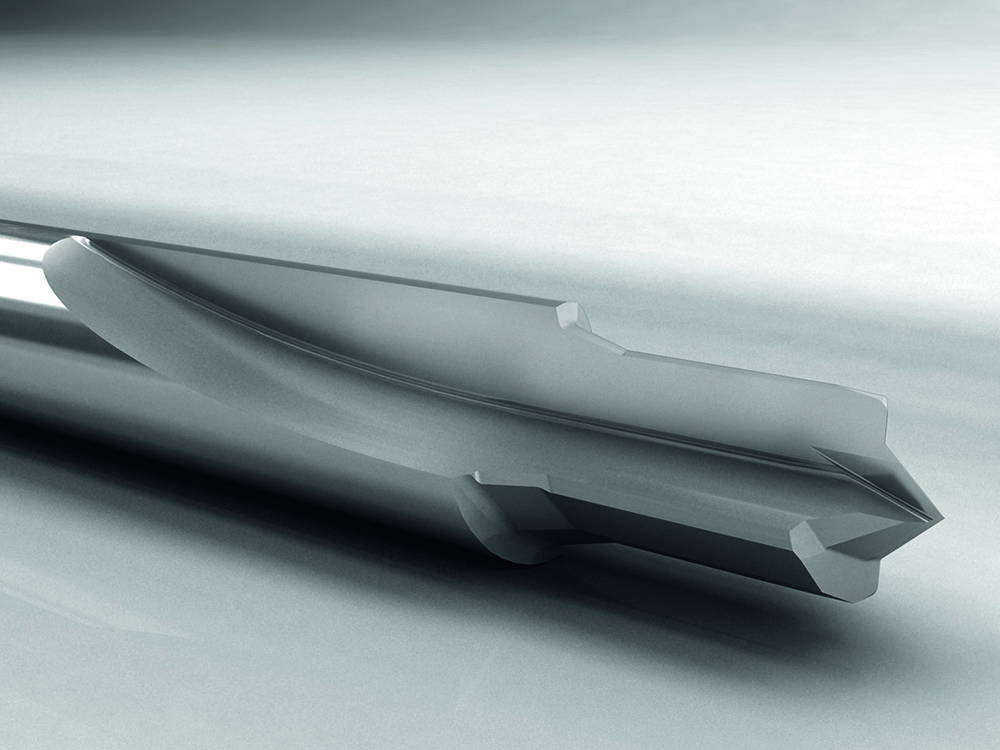
Nenn-Ø 15 mm,
Stirnkontur mit Radiusübergängen.
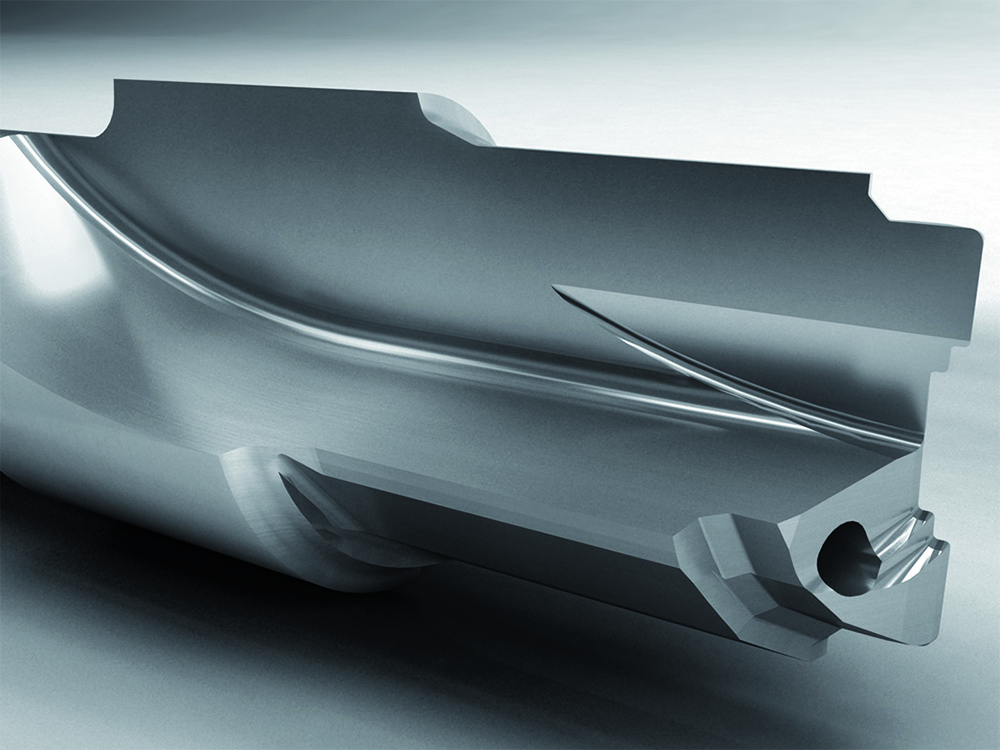
Beim Bohren handelt es sich um ein Bearbeitungsverfahren, mit dem rotationssymmetrische Vertiefungen oder Erweiterungen (Aufbohren) in Festkörpern erzeugt werden. Im Bereich Bohrer umfasst unser Fertigungsspektrum Spiralbohrer, Fein-, Form- und Stufenbohrer. Abgestimmt auf das zu bearbeitende Material und die Bearbeitungsaufgabe fertigen wir Bohrer in gerader-, rechts- oder linksspiraliger Ausführung.
Die Anzahl der Schneiden und der Rundschlifffasen stimmen wir auf die jeweilige Anwendung ab. Durch optimierte Stirngeometrie mit entsprechender Ausspitzung können mit unseren Werkzeugen auch Bohrungen mit einer Positioniergenauigkeit < 0,03 mm wiederholgenau und prozesssicher hergestellt werden. Je nach Abmessung und Geometrie können die Bohrer auch mit inliegender Kühlmittelzuführung geliefert werden.


